溶接による歪みの直し方や抑え方
溶接をしていると必ず悩まされるのが「熱による歪み」です。特に薄板溶接などは歪み過ぎると取り返しがつかなくなり最悪の場合作り直しになるケースもあります。
そこで今回は“歪み“の直し方や抑え方について書いていこうと思いますので、ご興味のある方は参考にしたりしてみなかったりしてください。
目次
溶接の歪みとは?
歪みとは?なんて、溶接を日々生業とされている方からしたら説明するまでも無いかとは思いますが、僕はマニュアル人間なので書き出しを「〜とは?」から始めないと気が済まないので「そんなん知ってるわーい!」と思ってる方はこの項は飛ばして頂いて全然OKです笑
気を取り直して、歪みとは溶接によって金属が溶かされ熱で膨張した後、冷やされ固まり収縮する時に金属が変形してしまう現象です。
膨張して収縮するだけなら冷えたら元の形に戻るのでは?と思われるかも知れませんが、熱量・入熱時間・溶接方向・母材の状態などなど、さまざまな条件によって溶接していた材料は元の状態から縮んだりねじれたり反ったり曲がったりして変形してしまうのです。
何も考えずに溶接してしまうと後で取り返しがつかなくなりエライ目に遭いますので、歪み対策をしっかりと考えて溶接する事が大切です。これからエライ目に遭わないように色々な歪み対策をご紹介していきたいと思います。
とにかく知っていて得はあっても損は無いと……え?この今読んでる時間が損してるかも知れない?
まあそう言わずにチラッと読んでやって下さいよー
パルス機能を使って入熱量を抑える
まずは基本的なところから。歪みは熱が入れば入るほど大きくなりますので、当然溶接電流を下げれば歪みも最小限に抑える事が出来ます。ところがここで問題なのは溶接電流を下げれば溶け込みが浅くなり溶接強度も落ちてしまうところです。歪みは抑える事が出来ても溶接が割れたり外れたりしてしまっては本末転倒です。
TIG溶接ではパルス機能というものを使うことで歪みを軽減させることが出来ます。パルス機能とは溶接電流(ベース電流)とパルス電流を一定間隔で交互に出力させる事でアークの入熱量や溶け込み量をコントロールする機能です。
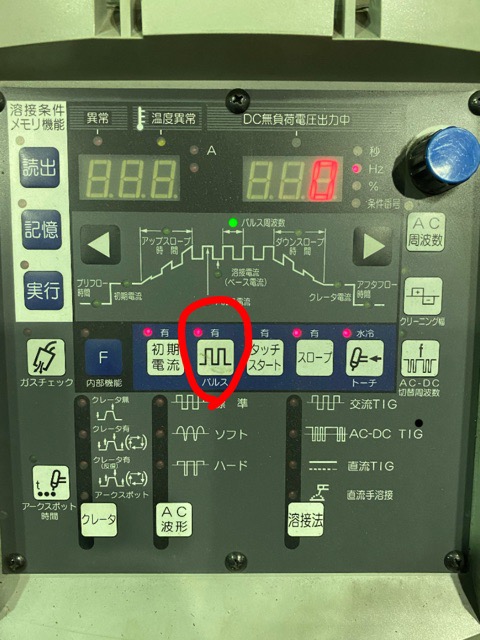
上の写真はTIG溶接機の操作パネルです。パルス機能がオンになっています。基本的にパルスを使う時は溶接電流(ベースになる電流)を低く設定してパルス電流を高く設定しますが、細かい使い方はここでは一旦置いといて簡単に説明したいと思います。
歪みを抑えるにはまず溶接電流かパルス電流のどちらかをゼロに設定します。これはパルス幅が50%である事が前提です。パルス幅とは溶接中に出力させるパルス電流の割合の事ですが、50%に設定していると溶接電流も50%で出力されるのでどちらでも良いというわけです。溶接電流をゼロに設定した場合はパルス電流を、パルス電流をゼロにした場合は溶接電流を増減させてコントロールします。
パルス機能をオンにして溶接すると、高い電流で母材を溶かし、ゼロに設定した電流で冷やす、という動作を交互に繰り返しながら溶接するので歪みを抑えることが出来るのです。音で表すと「ピピピピピッ……」という感じです。
あとはパルス周波数(写真緑のランプが点灯しているところです)を増減させる事で交互に出力させる間隔を設定出来ますので、周波数を下げれば下げるほどパルス電流と溶接電流の切り替わる間隔が長くなり、まるで点付けを連続して行っているような溶接になります。
パルス機能についてもっと詳しくお知りになりたい方は、こちらの記事のもくじ7番目の項目を参考にしていただけたらと思います。
治具などで固定した状態で溶接する
溶接する母材を治具などにしっかりと固定しておく事で熱による膨張収縮の影響を極力抑えることが出来ます。鉄は熱膨張係数がステンレスに比べて3割ぐらい低いので、鉄の溶接ではこれだけでも十分に歪みを抑えることが出来ます。
下図のようにしっかりと固定して溶接すると、何も固定せずに溶接した時とは雲泥の差があります。図中の赤い部分が溶接部になります。見れば分かりますね、ハイスイマセン。
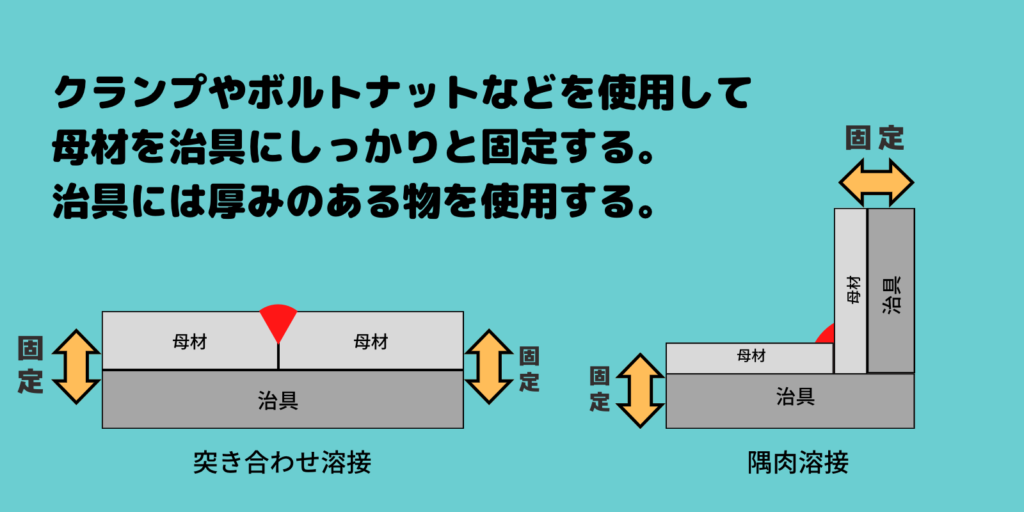
母材を固定させる治具には溶接した時の引っ張られる力に負けないように出来るだけ厚みのある物を使用して下さい。
もちろん鉄だけではなくステンレスなどの溶接においても効果がありますので、母材をこのような感じで固定しながら溶接すると歪みをかなり軽減させる事が出来ます。
逆歪みをとる
先程の治具に固定して溶接する方法に似ていますが、治具に固定するだけでは完全に歪みを抑え込む事が出来ない場合もあります。その場合は溶接する前に歪む方向とは逆の方向へあらかじめすこし変形させておくのです。これを僕は“逆歪みをとる“と呼んでいます。
例えば下図のような隅肉溶接では溶接部が冷えて収縮してくると内側へ歪む方向に力が大きく働きます。
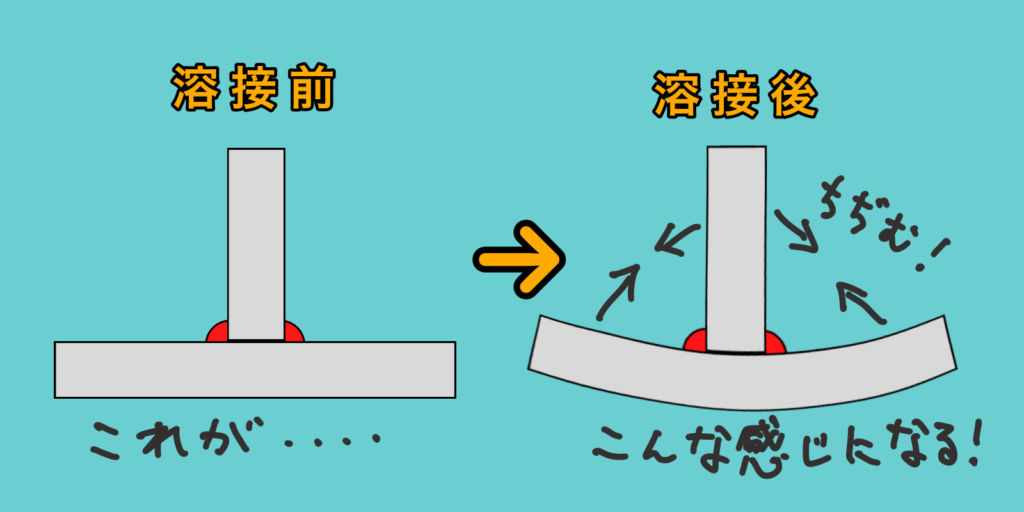
こうなると元の直角の状態に戻すのは大変です。特に厚みが厚ければ厚いほど修正するのは困難です。板厚が薄いものであれば叩いて直す事も出来ますが、厚みのあるものはハンマーで叩いたところでビクともしません。
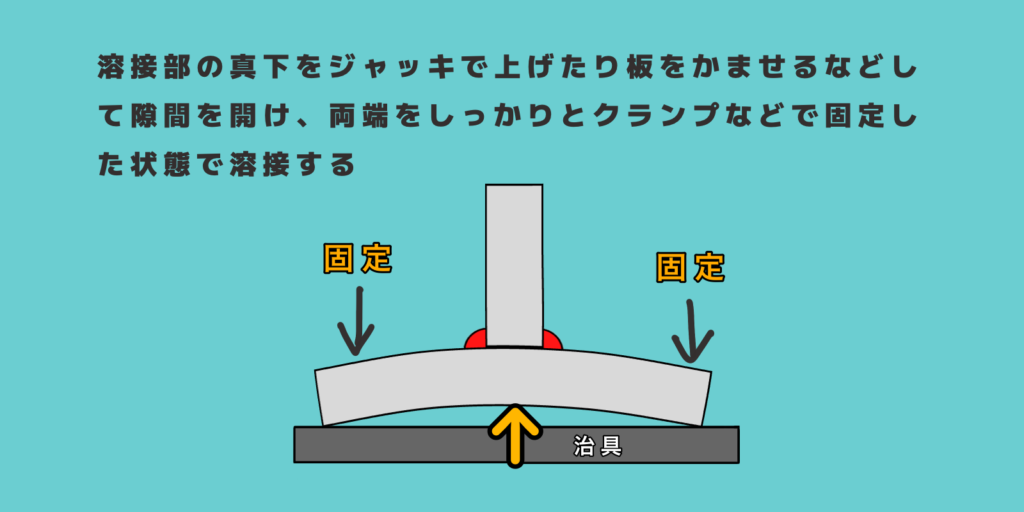
やり方としては上図のように母材の両端をクランプなどで治具か定盤に固定して、溶接部の真下に板をかますか、あるいはジャッキで押し上げるなどして溶接部の裏側から力をかけて変形させた状態で溶接します。
図はかなり簡略化していますが、要は先に歪む方向とは逆の方向に変形させておく事で溶接で歪んでしまってもプラマイゼロになってくれるというわけです。
僕はどちらかと言うと板をかませてクランプで締め込む方法をよく使います。その方が手っ取り早く、間にかます板の厚みを変えるだけで調整する事が出来るのでやりやすいのです。
このように溶接する前にすこし変形させた状態で溶接すれば、冷めた頃にはちょうど良い塩梅に戻るというわけです。どの程度変形させておくかは溶接スピードや電流、母材の厚みや幅などによって違いますので自分の感覚で色々試してみなければ分かりませんが、コツを掴めば溶接後に歪みをとる作業が無くなるので楽チンです。これが“逆歪みをとる“という事になります。
歪んでしまったものを後から修正するには?

今度は先程のように固定させる事も逆歪みをとる事もせずに、そのまま溶接して後から歪みを直さなければならない状況での歪みの修正方法です。
溶接した後の歪みの修正方法は大きく分けて、ジャッキで押したりハンマーで叩いたりして“力を加えて直す方法“と、ガスバーナーで熱を加えて冷ます事で元の状態に戻る方向に歪ませる“熱を加えて直す方法”があります。
縮んだら叩いて伸ばすべし!
油圧ジャッキなどを使って歪みを直す方法は単純に曲がっている部分を真っ直ぐになるように押すだけなので大体想像がつくかと思いますのでここでは割愛させていただきます。
続いてハンマーで叩いて歪みを直す方法についてです。溶接の熱によって歪んだところは元の状態から収縮して縮んでしまっているので、それをハンマーで叩いて伸ばせば元の状態に近づける事が出来ます。
例えば蓋のような形状のものを溶接した時に面がポコポコしたりしますよね。アレもちゃんと直し方があるんです。ただ展開方法によっては直す事が出来ないこともあるので下の絵を使って説明したいと思います。
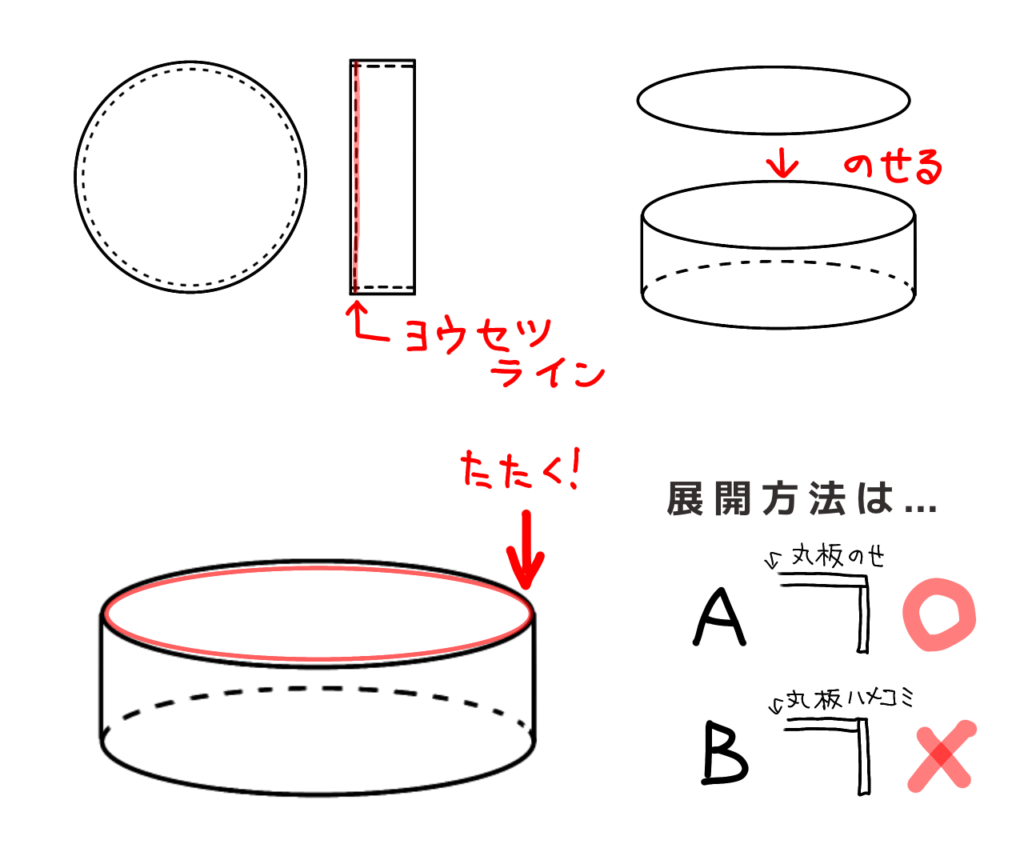
はい、こんな感じで丸い蓋みたいな形状を普通に溶接すると丸い板の真ん中の部分が膨らむか凹むかしてポコポコします。その歪みを直すには丸い板の外周を真上から均一な力で全体的に叩いて伸ばすのです。慣れが必要ですがポコポコするのが無くなるまで叩き加減に注意しながら均一に叩きます。叩き過ぎると逆にまたポコポコしてくるので気をつけてください。
ただこうやって叩いて伸ばす方法も溶接する前の展開方法によっては思うように効果が出ない場合があります。上の絵のAとBの展開方法を見てもらうと、Aの展開方法は真上から叩く力が丸い板に直接伝わり、外周の帯の部分が丸い板の下からそれを受ける形になっているので丸い板が伸びやすく歪みが直しやすいのですが、Bの展開方法は上から叩く力が帯に当たり丸い板にはしっかりと力が伝わらないので歪みは全然直りません。頑張れば伸びなくもないのかも知れませんがAの展開方法の方が圧倒的に歪みを直しやすいのです。
このように溶接後の歪み修正を意識した展開方法で材料を段取りする事が大切です。ちなみに隅肉溶接で縮んだ部分を叩いて戻すのは無理ですね。絶対無理とは言いませんが現実的ではないですね笑
ヤイトヲスエル……ムズカシイ。
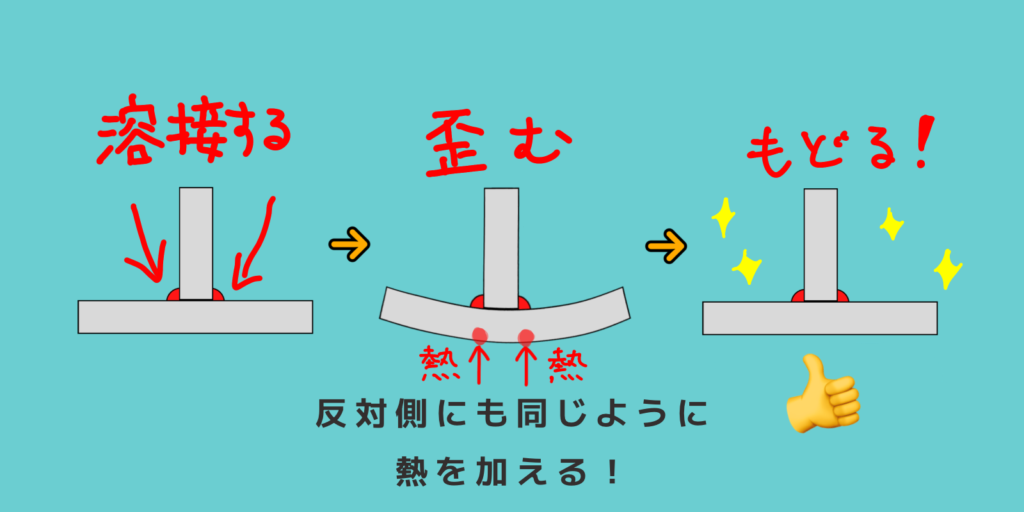
最後に熱を加えて直す方法についてです。熱を加えたりしたらさらに歪みが出るんじゃないの?と思うかも知れませんが、溶接して縮んだところの反対側にも同じように熱を加えれば同じように縮むので歪みは直ります。
よくある方法としてはガスバーナーで金属が赤くなるまでしっかりと熱を加えてから水をかけてジュンッ!って冷ますようなやり方です。お灸に例えて僕達は“やいとをすえる”なんて言ったりしますが、昔ながらの歪みを修正する職人技です。
でもこれがまた炙り加減がけっこう難しくて、歪みの具合によってどのくらい炙れば良いかというのは職人としての勘が頼りです。経験を積み重ねてないとなかなか難しいのです。
そこでもっと簡単に、職人の勘にもまったく頼らずに歪みを直す方法をご紹介したいと思います。この方法は主にTIG溶接での場合になりますが、試した事が無いのでハッキリとは言えませんが半自動でもおそらく同じ結果が得られるのではないかと思っています。
超簡単です。ズバリ溶接したところの反対側を同じ電流で溶接するだけです。簡単過ぎてヘソで茶が沸きますね。……沸きませんか、そうですか。でも職人の勘などに頼らずともただ同じ電流で溶接するだけなので、下手にガスバーナーで炙ったりするより俄然早いです。
さすがにヘソで茶は沸かんやろ
ただこの方法が通用するのは溶接した反対側を仕上げる事が出来る場合だけです。ガッツリ普通に溶かしますからね。おまけに溶けて凹みが出るといけないので加棒して肉盛りしますから。
鉄の場合は塗装したりするので大丈夫な場合が多いでしょうがステンレスは物によっては仕上げや目立つ傷は不可なんて物もありますから、そのあたりは客先に確認をとってからやるようにしてください。でも、何回も言うようですが同じ電流で同じくらいのスピードで溶接すれば同じように歪むのでほとんど元通りです。本当に簡単です。
まとめ
歪み修正はけっこう面倒くさい作業なので僕もあまり好きではありません。極力避けたいです。同じ思いをしてる方がこの世の中にきっと居るはずだと思いタブレットにかじりつくように一心不乱に書き殴りました。嘘です、割と落ち着いて書きました笑 さて今回の内容をまとめるとこんな感じです。
- パルスを上手く使って入熱量を抑える!
- 出来れば治具で固定した状態で溶接しよう!
- ヤバそうなら逆歪みをとる!
- 縮んだら叩け!叩け!叩け!
- 裏から同じ熱をかければOKです!
いかがでしたでしょうか。長々と書いてきましたがこれを読まれた方が読後に何か得られるものがあったのであれば幸いです。それでは良い溶接LIFEをお過ごしください。最後までお付き合い頂きありがとうございました。