溶接時のバックシールドについて
ティグ溶接をされている方はもうご存知かと思いますが、バックシールドについてちょっとまとめてみましたので、知っている方も知らない方も参考にしてみたりしてみなかったりして下さい。
バックシールドとは
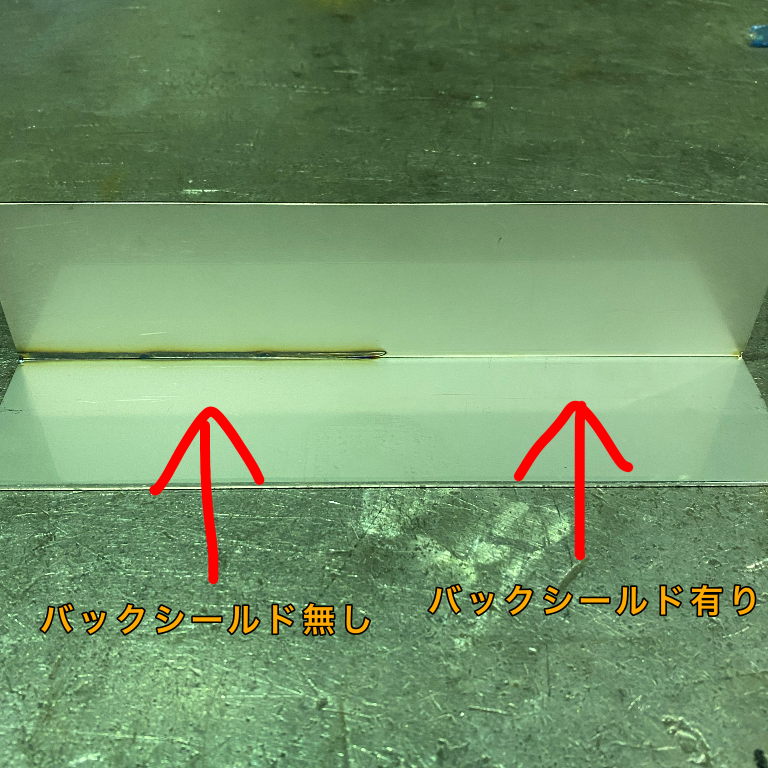
”裏ガス”なんて言い方もしますが、バックシールドとは、溶接部の裏側を窒素やアルゴンガスといった不活性ガスでシールドする事によって、溶接部の裏側が酸化するのを防ぐ方法です。窒素は空気中に占める割合が約78%、それに比べアルゴンは約1%と、かなりアルゴンガスの方がレア感が高く、そのぶんお値段も高いです。なのでシールドガスには安価な窒素を使用する事をおすすめします。
バックシールドする方法
バックシールドする方法は大きく分けて二つです。ひとつは溶接部裏側を密閉させて、その中にシールドガスを充満させる方法。そしてもう一つはバックシールド用の治具を作って溶接部裏側から当てる方法です。それぞれのやり方について詳しく説明していきたいと思います。
シールドガスを充満させる方法

写真の様な形状のものを溶接する場合を例にして説明したいと思います。もはや説明するまでも無いかも知れませんが、製品内部を下の図のようにガムテープや蓋をして密閉します。そしてその中にしばらくガスを流して充満させてから溶接します。まあ、ただそれだけなんですけど笑 ただ、ここで注意しなければならない事が2点あります。
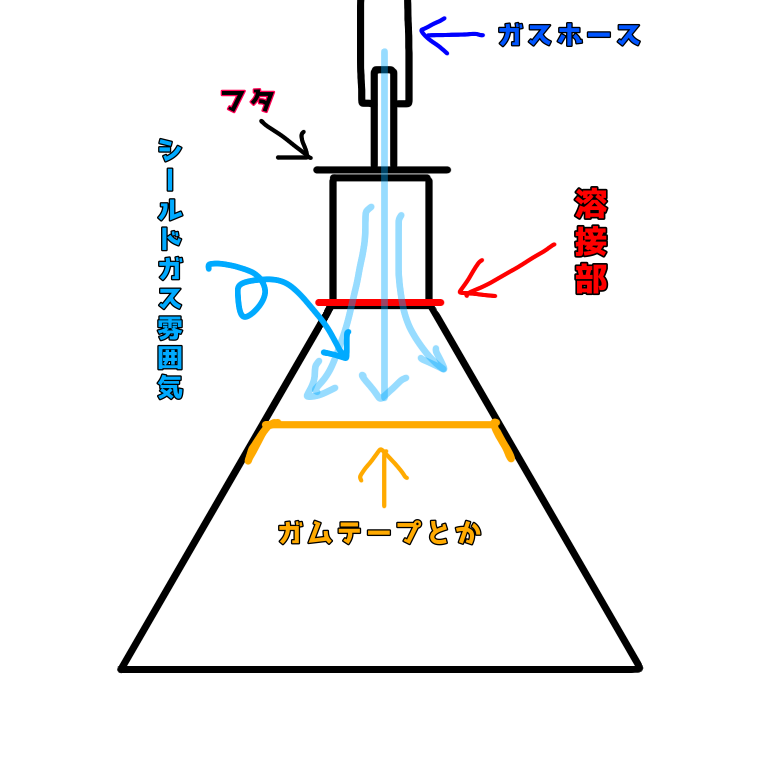
①まず、密閉させる空間が大き過ぎると上手くシールドが出来ません。酸化の原因になる空気が多いので、どうしてもシールド性が悪くなります。そのぶんガスを大量に流し込めばいいのでしょうが、充満させるのに時間もガスも非常に大きなロスとなるので、密閉する空間は出来るだけ小さく狭くなるように工夫する事が大切です。
②もう一つはガスの流量です。ガスの流量が多いと、空間内部の圧力が高くなり溶接している時に溶融部分からガスが吹き出して穴が開いてしまったりします。それを防ぐ為に必ずガスの逃げ道を作っておかなければなりません。
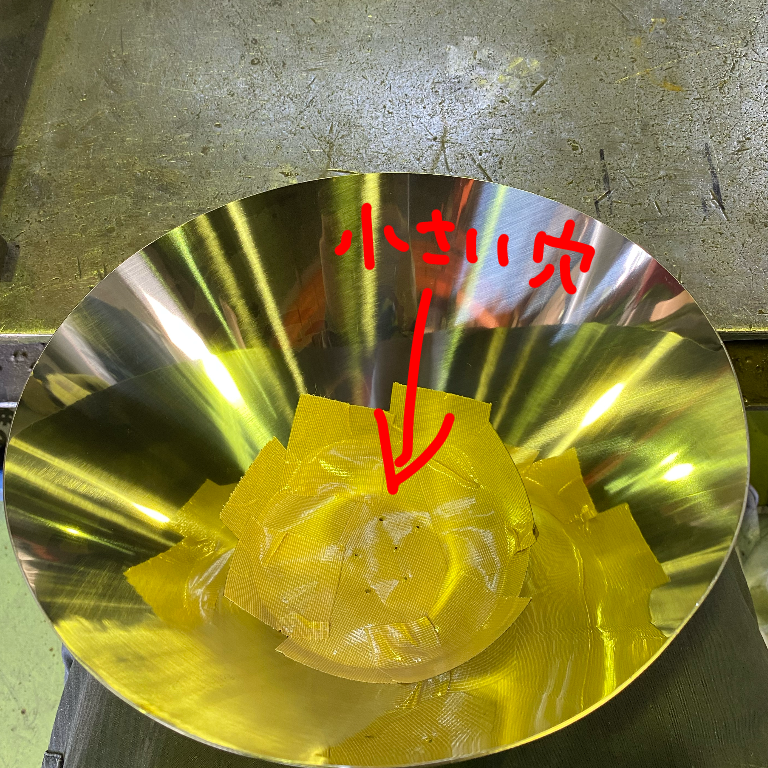
ガムテープなどで密閉させた時に小さな穴をいくつか開けておいたり、蓋との間に僅かな隙間をあけておくと良いです。ガスを早く充満させる為に最初にたくさん流し込むのは良いですが、ある程度充満したらガス流量を減らして調整します。ガスの流量は形状や溶接電流によってさまざまですが、だいたい5〜10 L/minぐらいの間が適当ではないかと思います。

バックシールド用の治具を作る
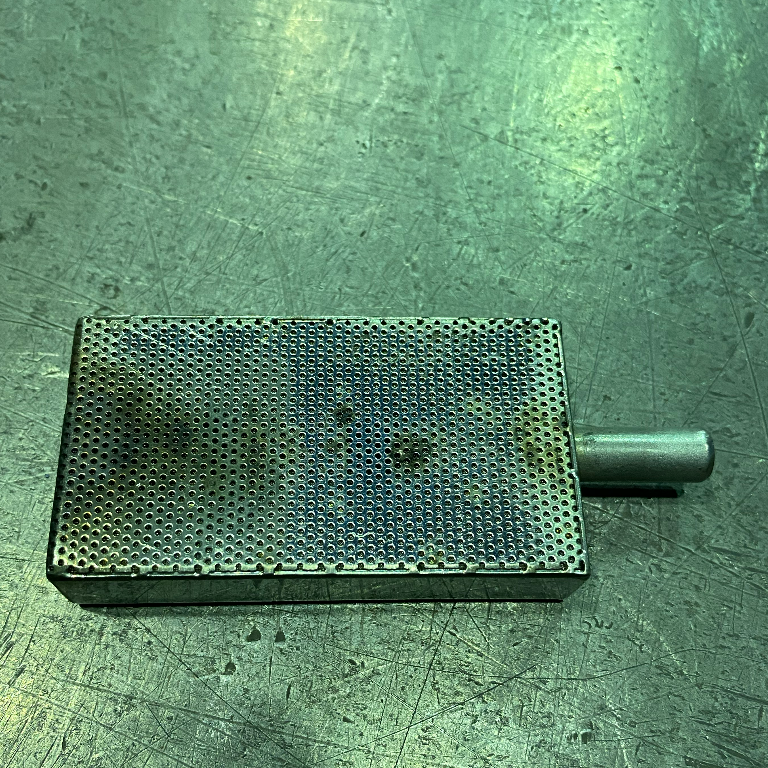
製品の形状によって溶接する場所もさまざまです。前者のような密閉させてガスを充満させる方法は比較的簡単ですが、小さな製品や密閉させることが難しい製品の場合には上の写真のような治具を使います。
治具は色々な形状に対応できるように角型、丸型、平型など、大きなものから小さなものまで何種類か作っておくと便利です。治具を作成するにあたっていくつかポイントがあるのでご紹介したいと思います。

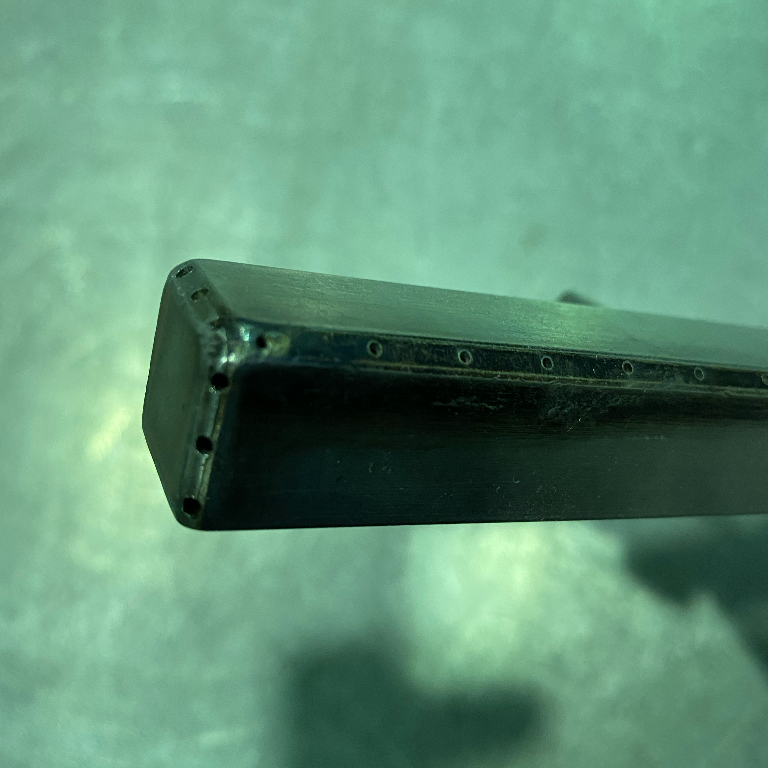
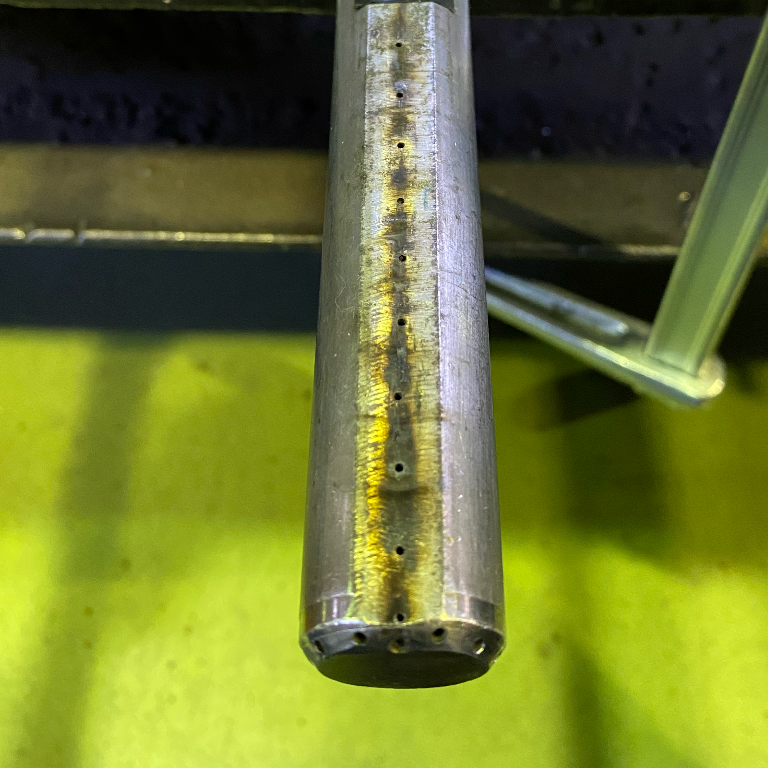
まず写真のような局所的に当てる治具の場合、ガスの噴き出し口になる穴は、なるべく小さい穴径にします。大体φ1〜2㎜ぐらいまでの穴が適当かと思います。穴が大きいと治具全体にガスが行き渡らずに部分的にガスが出て行ってしまってシールド性が悪くなります。穴の数も多すぎてはいけません。大きさにもよりますが、だいたい10~20㎜ピッチぐらいで開けると良いと思います。すこし治具内部に圧力がかかるぐらいがベストなんです!
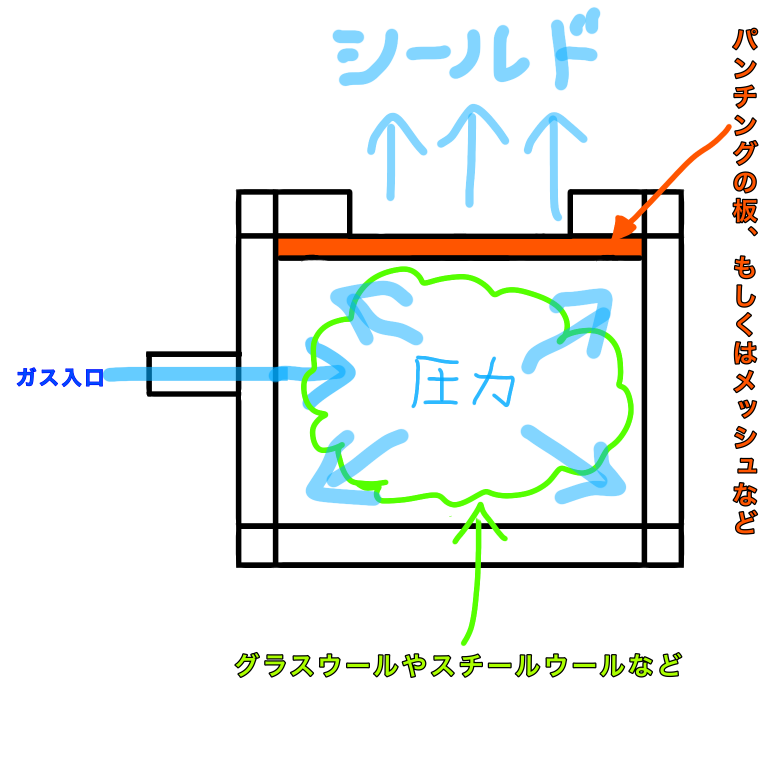
広い範囲をシールドしたい場合は小さい穴径のパンチングの板や細かい網目のメッシュなどを使用します。そして治具内部にガスをまんべんなく行き渡らせる為に、図の様に治具内部にグラスウールやスチールウールなどを詰めます。ちなみにスチールウールは100均のお掃除コーナーとかでも売ってます。
以上、バックシールドについてまとめてみましたが参考になったでしょうか。面倒くさいと思うかも知れませんが、バックシールドをする事によって溶接部裏側の酸化を防ぎ、溶接ビードの品質も向上するので強度や耐食性も変わってきます。溶接後の酸洗い処理も楽になるので、ステンレスの溶接には欠かせないものであると思います。
この記事が今日もモノづくりに励むどこかの誰かの為になれば幸いです。