美しいTIG溶接をするためのコツ
美しいTIG溶接をするためのコツとか言っちゃってますが、コツなんてものは口でどうこう言われても一朝一夕で得られるものではございません。立ちはだかる壁に幾度も心を折られ、時には涙を流す日もあり、それでも負けずと立ち上がり前に進む。やはりそんな日々の努力を積み重ねた結果としてですね……はい、うるさいですね、すみません。
というわけで、修練を重ねて得られるような感覚的なところはひとまず置いておくとして、今回は美しいTIG溶接をするためのコツと言うよりは、基本の心得的なところをシェアしたいと思います。TIG溶接に限らず、どの様な事においても基本はとても大切です。基本を疎かにしてはその先もありません。どうしてもTIG溶接がうまく出来ない、他社の溶接と見比べるとビードが不細工だ、なんて思っている方は一度暇つぶしにでも読んでみてください。
目次
TIG(ティグ)溶接とは
まず、TIG(ティグ)とは Tungsten Inert Gas の略で、溶接部を不活性ガスでシールドしながら、タングステン電極を用いた放電現象による熱(アーク)で母材を溶かす溶接法の一種です。
一般的に溶接といえば火花がバチバチと散っているようなイメージを抱きがちですが、TIG溶接は火花が散ったりすることもなく、高品質で高性能な溶接ができ、しかも美しい仕上がりが得られます。音で表すと半自動溶接がバチバチだとするとTIG溶接はピーです笑 溶接工場と言えば男臭い世界をイメージしがちですが、TIG溶接は全然そんな事も無くクリーンな感じですので、最近では女性の方も多数活躍されています。
TIG溶接では被覆アーク溶接のような被覆材(フラックス)が無いため、不活性ガス(主にアルゴンガス)をトーチの先から噴出して溶接部を空気から遮断して溶接します。とにかく美しい溶接をするためには空気から溶接部を守ってあげることが大切なんですね。それでは溶接作業を進めていくような順番で説明していきたいと思いますので、参考にしたりしてみなかったりして下さい。
溶接部をキレイにする
まずは、これこそ基本中の基本と言えますが、溶接する部分は出来るだけ綺麗にしておく事が大切です。これはTIGだけではなく、どのような溶接においても言える事です。油汚れや付着物があれば、アルコールやシンナーなどをウエスに染み込ませてしっかり拭き取るようにしましょう。
溶接部を綺麗にするのは基本の「き」ですね!
ここがポイントなんですが、拭き取るタイミングは仮付け(仮組み)をする前です!溶接する直前に拭き取っても、材料と材料の間に油や汚れが残っているため溶融部にそれらが溶け出して流れ込み、ブローホールや割れの原因になってしまいます。油汚れや付着物は必ず仮付けをする前にしっかり拭き取るようにしましょう。
ガスレンズを使う
ガスレンズというものをご存知でしょうか。ガスレンズとは、幾層にも重ねられた目の細かいメッシュにより、ガスを整流する事でシールド性を大幅に向上させ、少ないガス流量でも美しい溶接が出来るようになる魔法のようなアイテムです。

整流されたシールドガスは直線的に噴出するため、タングステンの突き出し量が長くても高いシールド性を保つ事ができ、標準品では出来なかった狭い場所の溶接なども可能になります。試しにどこまでタングステンを伸ばせるのかやってみたところ、突き出し長さが40㎜でも溶接ができました。
よ、40㎜やてっ⁉んなアホな!
まだガスレンズを試した事の無い方は標準で付いているコレットボディとノズルをガスレンズ仕様に変えてみて下さい。標準品に比べると多少お値段は高めですが、たったそれだけで溶接品質が大幅に向上するのは間違いありませんので超おすすめです。ガスレンズを一度使い出したらもう離れられませんよ笑
タングステン電極の選定
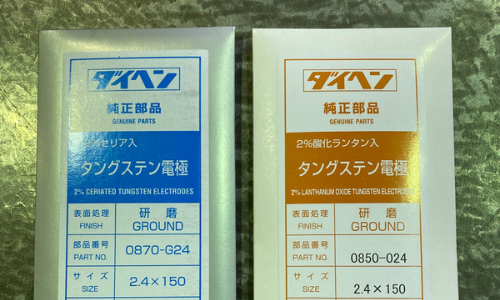
タングステン電極はどの様なものをご使用でしょうか。タングステン電極には色々と種類があって、下の表のように大きく分けて全部で4種類あります。僕は使った事が無いですが、この他にもJIS規格品ではないものもいくつか種類があるようです。
| 種類 | 呼び名 | 特徴 | 識別色 |
|---|---|---|---|
| 純タングステン電極 | 純タン | すぐに先端が半球状になるが、その後形状変化しにくい。電極の消耗が激しい交流TIG向き。アルミの溶接によく使われる。 | 緑色 |
| 酸化セリウム入りタングステン電極 | セリタン | 直流・交流共に安定したアークが得られる。交流でも先端が溶融飛散しにくい。一般的によく使われているオールマイティなタングステン電極。 | 灰色 |
| 酸化トリウム入りタングステン電極 | トリタン | 主に直流TIG向け。直流下ではアークの集中性、安定性共に優れているが、僅かに放射性物質を含んでいるため発癌の可能性がある。(※) | 赤色 |
| 酸化ランタン入りタングステン電極 | ランタン | 長時間の溶接でもアークの安定性がある。ロボットや自動溶接向き。 | 黄緑色 |
純タン以外のタングステン電極棒にはそれぞれ何かしら混合されていますね。このタングステンに入っている添加物の混合率は、細かく言うと1%入りのものと2%入りのものがあり、広く流通しているのは2%入りのもののようです。
ひと昔前までは直流溶接と言えばトリタンだったらしいのですが、僕自身はこの仕事を始めた時からセリタンを使っていたのでトリタンを使用した事がありません。どうやらトリウムは放射性物質であるため、発癌の可能性があるということでトリタンを使用するところが一気に減ったのでしょう。
しかし、トリタンから発する放射線量よりも、日々宇宙から降り注ぐ放射線量の方が強いらしいので、トリタンの発癌リスクについてはよく分かりませんね。調べてみたらネットでも売られているのを見かけたので、別に使用するにあたっては大丈夫なのでしょうか?でも気持ち悪いと思われる方はなるべく使用をお控えください。
タングステン電極はとりあえずセリタン
交流に適していたり直流に適していたりと特徴は様々ですが、とりあえずまぁセリタン、とりまセリタンですね。はい、2回言う必要性は全くないですねスミマセン。セリタンは交直共に安定性と耐消耗性に優れていて、一般的に一番多く使われているのではないでしょうか。鉄でもステンレスでもアルミでも、とにかくオールマイティに対応できます。
あとは直流溶接だとランタンもオススメです。ランタンはとにかくアークの安定性が良いので、先端が少し丸くなっても安定したアークが出せます。先端形状がセリタンでは溶接できないような状態になっても、ランタンならまだ粘り強く溶接できます。使用していて感じたのは、安定性だけではなく溶け込みもランタンの方が深いような気がします。
ただ、このセリタンとランタンの使用感の違いは非常に微妙で、よほど繊細な溶接でない限りは、はっきり言って大きな違いを感じる事は無いと思います。僕が両方試してみて思ったのは、値段もランタンの方がすこし割高なので、総合的に見ても「とりまセリタンだよねっ」という事です。
ズバリ、とりまセリタンでしょう!
タングステン電極の研ぎ方にこだわる
タングステン電極の先端の研ぎ方はどの様にされていますか?専用の研ぎ機を使われている方は問題ナッシングですね。僕はエンドレスにサンドペーパー(#80~#120)を付けて研いでいます。別にサンダーでも研げますが、あまり綺麗に研げないのでお勧めはしません。先端を綺麗に研ぐことは安定したアークを出す為に非常に重要です。
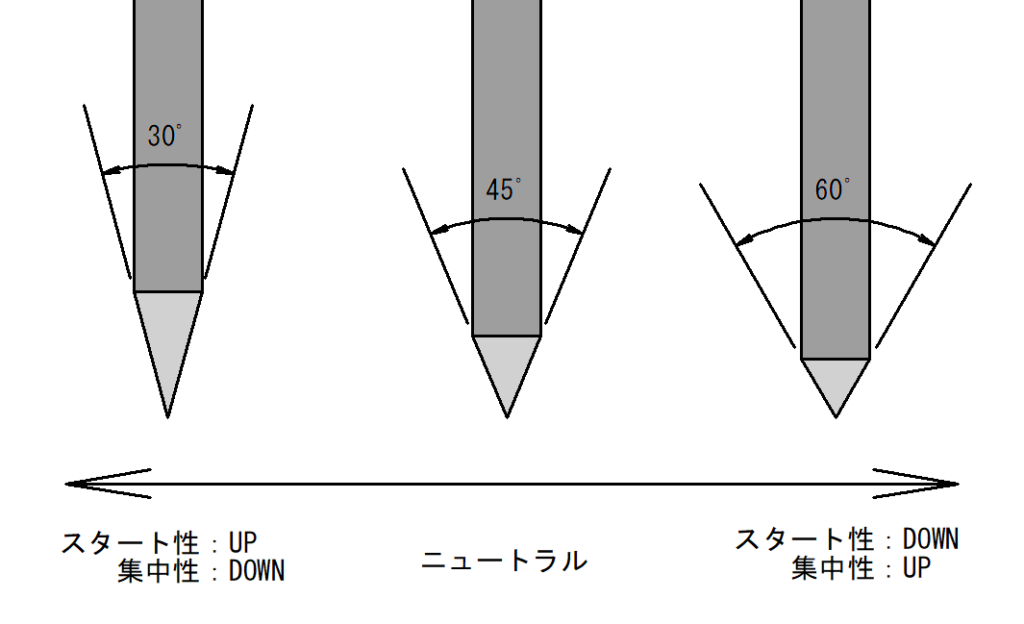
ちなみに先端の角度によってアークの集中性が変わるのをご存知でしょうか。イメージ的にはピンピンに尖っている方がアークが集中するように思えますが、実はその逆です。先端角度が鋭角になればスタート性は良くなりますが、アークは分散して溶け込みが浅くなります。逆に鈍角になればスタート性は落ちますが、アークが集中して溶け込みが深くなります。
僕は普段、だいたい先端角度を45度ぐらいに研ぐようにしています。この45度が僕の中ではニュートラルで、薄板など溶け込みを抑えたい場合は30度ぐらいに、裏波溶接をする時などアークを集中させたい時は60度ぐらいに研ぐようにしています。
細かい事を言うようですが、どの様な溶接をするかによって先端角度を変えることも美しい溶接をする為に重要な事だと思います。是非タングステン電極の研ぎ方にまでこだわってみて下さい。
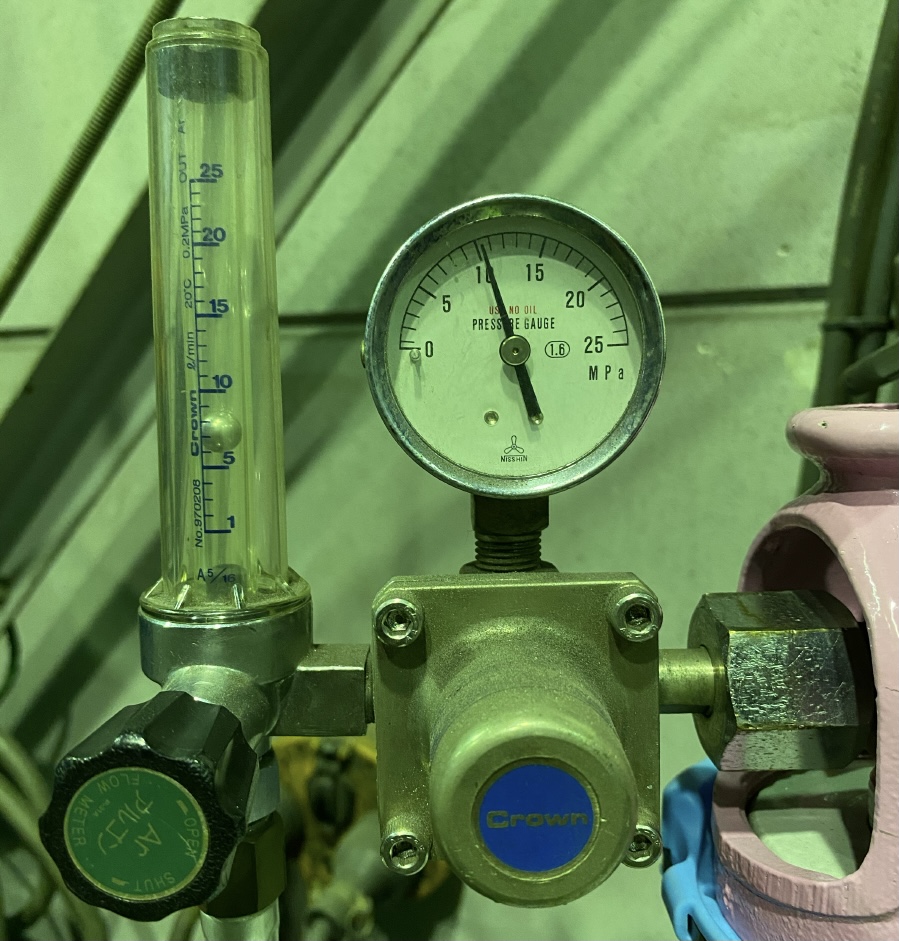
適正なガス流量にする
美しい溶接をするためには溶接電流や溶接環境によってガス流量を調節することも大切です。例えば無風状態の工場の中で、タングステン径φ2.4~3.2、溶接電流50A〜200Aですと、ガス流量は4〜8L/minぐらいが適当だと思います。しかし、外での溶接作業の場合は風の影響で安定したシールドを保つのが難しいので、しっかりと防風対策をした上で、いつもより少し多めに出すようにします。
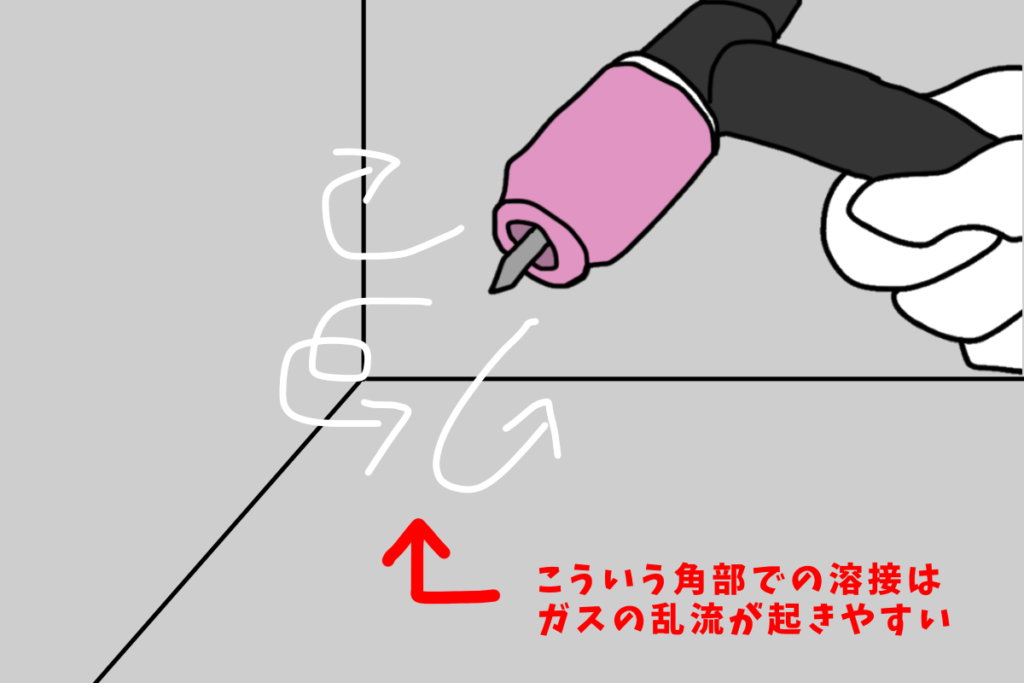
また、ガスは出せば良いと言うものでもありません。実はあまり出し過ぎるとシールド部に乱流が起きてしまい、逆に空気を取り込んでしまう場合があるのです。例えば隅肉溶接をする場合や、角が集中しているような箱型形状の内側の角を溶接する場合などがそれにあたります。ガスの噴出する勢いが強いと、角部に当たって跳ね返ったガスが乱流を起こして周りの空気を取り込んでしまい、逆にシールド性を低下させてしまう事になります。
溶接部が黒く酸化したり、バチバチと溶融部が弾けたりする場合は、ガス流量を少し減らすようにしましょう。状況に応じて適正なガス流量に調整する事が大切です。
アフターフローは大事です!
溶接が終わった瞬間、次の作業を急ぐあまりに溶接部からトーチをすぐに離したりしていませんか?TIG溶接にはアフターフローという設定項目があるのをご存知でしょうか。
忙しい時は焦ってるので疎かにしてしまいがちですね
アフターフローとは、溶接が終わった後もシールドガスを流し続けることによって溶接部の酸化を防ぐ機能です。溶接機によって電極径を選択するものやガスを流す秒数を設定するものがあります。
溶接電流によって設定値は変わりますが、だいたい溶接電流が150Aまでは5秒間ぐらい流れるように設定しておくと良いと思います。逆に仮付けでは1秒ぐらいに設定しておくとガスの節約になります。
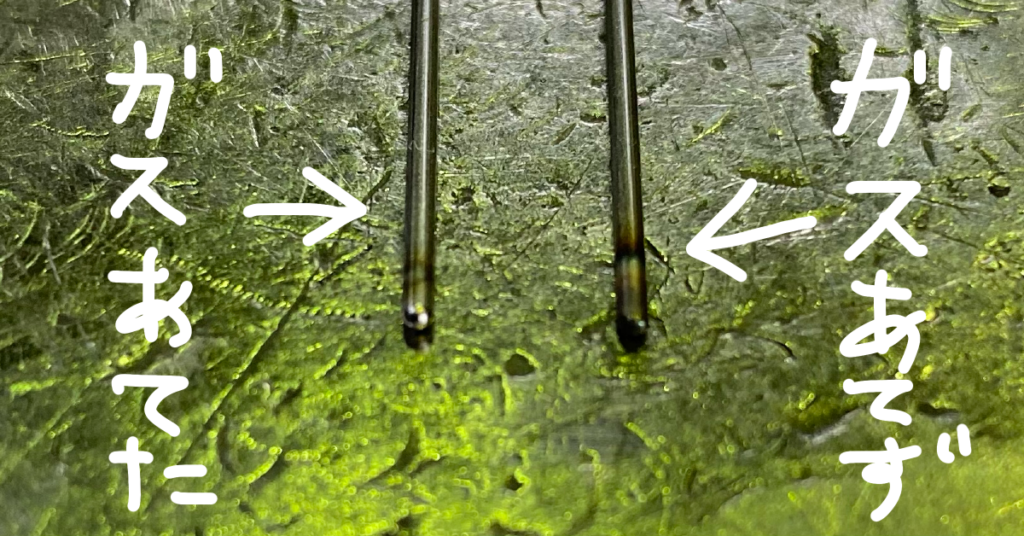
特に溶接電流が高い時はアフターガスが当たらないと黒く酸化してしまいますよね。あれって酸洗いではなかなかとれないんですよね。焦る気持ちは分かりますが、せめて3秒ぐらいはアフターガスを当てるようにした方が良いです。繁忙期などの忙しい時に3秒間はとても長く感じてしまいますが、酸洗い時に黒く酸化してしまった焼けは3秒ではとれません。
しかも黒く酸化した部分は、酸洗いした後も白っぽくなってしまいますので見た目の美しさに欠けます。美しい溶接を目指すならば、溶接が終わってもすぐにトーチを離さずに、溶接部にアフターガスをしっかり当てておくことが大切です。
アフターガスはここにも当てる
このアフターフローでガスを当てるのは実は溶接部だけではありません。これを意外と忘れがちというか、ひょっとしたら気にも留めていないかもしれませんが、肉盛りをする時に使用する溶接棒(溶加棒)、これにもアフターガスを当ててあげて欲しいんです。
溶接が終了すると、すぐに溶接部から離してしまいがちですが、この溶接棒の先端が酸化していると次の溶接時に肉盛りをする時のスタートが悪くなります。しかもスタートが悪いだけではなくブローホールやピンホールの原因にもなるので気を付けなければいけません。
溶接が終わっても焦らずに、気を落ち着かせ、溶接部、そして溶接棒にしっかりとアフターガスを当てておきましょう。些細なことかも知れませんが、これも美しい溶接をするために重要な事です。実際に溶接すれば溶接棒にガスを当てるのと当てないのとでは全然スタートが違うのが分かるかと思います。
適正な溶接棒を選ぶ
溶接棒(溶加棒)にも色々と種類がありますが、溶接する母材の材質によってそれぞれ使い分けなければなりません。美しい溶接をするためには、溶接する母材に合ったものを選定し、板厚や溶接電流によって棒の径も使い分けなければいけません。
板厚がt1.0㎜ならば線径φ0.8〜1㎜、t3㎜ならばφ1.2〜1.6㎜ぐらい、といった感じです。下記に僕が普段よく使っている溶接棒の対応表を簡単にまとめてみましたので参考にしてみてください。
| 溶接する母材 | メーカー名 | 溶接棒の型番 |
|---|---|---|
| SUS304 | NIKKO(ニッコー日亜) | NS-308R |
| SUS316・316L | NIKKO(ニッコー日亜) | NS-316LR |
| SUS303 | NIKKO(ニッコー日亜) | SUS309R |
| SUS材とSS400(鉄) | NIKKO(ニッコー日亜) | SUS309R |
| アルミ(5052・6063など) | KOBELCO(神戸製鋼) | A5356-BY |
| SS400(鉄) | KOBELCO(神戸製鋼) | TG-S50 |
SUS303やSUS304とSS400などの異材溶接について
快削鋼であるSUS303や、SUS304とSS400(鉄)の異材溶接などには、Cr(クロム)とNi(ニッケル)の含有量が多い”SUS309R”の溶接棒が適しています。
ただし、どちらの場合も溶接による高温割れに注意しなければなりません。高温割れとは高温域で発生する溶接割れの一種です。
SUS303はS(硫黄)とP(リン)を多く含んだオーステナイト系ステンレス鋼で、切削性は非常に良いですが溶接性はあまり良くないです。SUS304とSS400の溶接においても、SS400側の溶け込み量が多いとCrとNiの量が低減して、高温割れが発生しやすくなります。
どちらの溶接においても言えるのは、入熱を抑えながら溶接しなければならないという事です。熱がかかり過ぎると割れやすいので、低い電流域で溶接しなければいけません。SUS304とSS400の溶接では、SS400側をあまり溶け込まさないように、気持ちSUS304寄りを溶かしながら溶接するように心がけます。
一般的に溶接電流は低く設定して、ゆっくりと溶接する事が望ましいらしいのですが、僕はせっかちなのでパルス機能を使って、母材への入熱を抑えながらも、溶接スピードは早くなるように設定しています。パルス機能については次の項で詳しく説明したいと思います。
パルス機能を使う
パルス機能とは、溶接中にベース電流(溶接電流)とパルス電流を一定の間隔で交互に出力する機能です。一般的にベース電流は低めに、パルス電流は高めに設定します。そうする事によってアークの集中性が増し、深い溶け込みを得る事ができます。
ベース電流とパルス電流の間隔は周波数によって調節します。周波数を高くすると溶け込みは深くなり、低くすると浅くなります。パルス機能はしっかり溶け込ませたい裏波溶接などをする場合や、逆に溶け込ませたくない極薄板の溶接をする場合にも非常に有効なんです。
周波数とかパルス電流とか、色々と設定項目が出てきて難しそうに思いますが、意外と覚えれば簡単です。とにかく百聞は一見に如かず、下記の項目を参考に実際に設定して溶接してみて下さい。パルス有りと無しでの溶接の違いがよく分かると思います。
実際に溶接してパルスを感じてみてください
裏波溶接をする場合のパルス設定
パルスを使わないで裏波溶接をする場合、溶接電流をかなり高くするか、溶接スピードをゆっくりする必要があります。結果、熱変形による歪みが出やすくなり、焼けもきつくなるので酸洗処理も大変です。その後の歪みの修正や溶接焼けの酸洗処理にかかる時間は、どのように溶接するかによってかなり左右されます。
そこでパルス機能の出番です。パルス電流を高く設定し、ベース電流(溶接電流)を低く設定する事によって、高いパルス電流で深く溶かし、低いベース電流ですぐに凝固させながら溶接していくので、溶接による歪みを軽減させる事が出来ます。また、溶接焼けも軽減されるので溶接後の酸洗処理も楽になります。
| 材料 | パルス電流 | ベース電流 (溶接電流) | 周波数 | パルス幅 |
|---|---|---|---|---|
| SUS304 t1.5 | 130A | 4A | 50Hz | 30% |
僕の設定は完全に我流なので合ってるかどうか分かりませんが、僕がステンレス鋼(SUS304)板厚1.5㎜の突合せ溶接で裏波を出す場合は上記のような設定値でやっています。一度ご自分の設定と見比べてみてください。ちなみに溶接機はダイヘンのDA-300Pです。
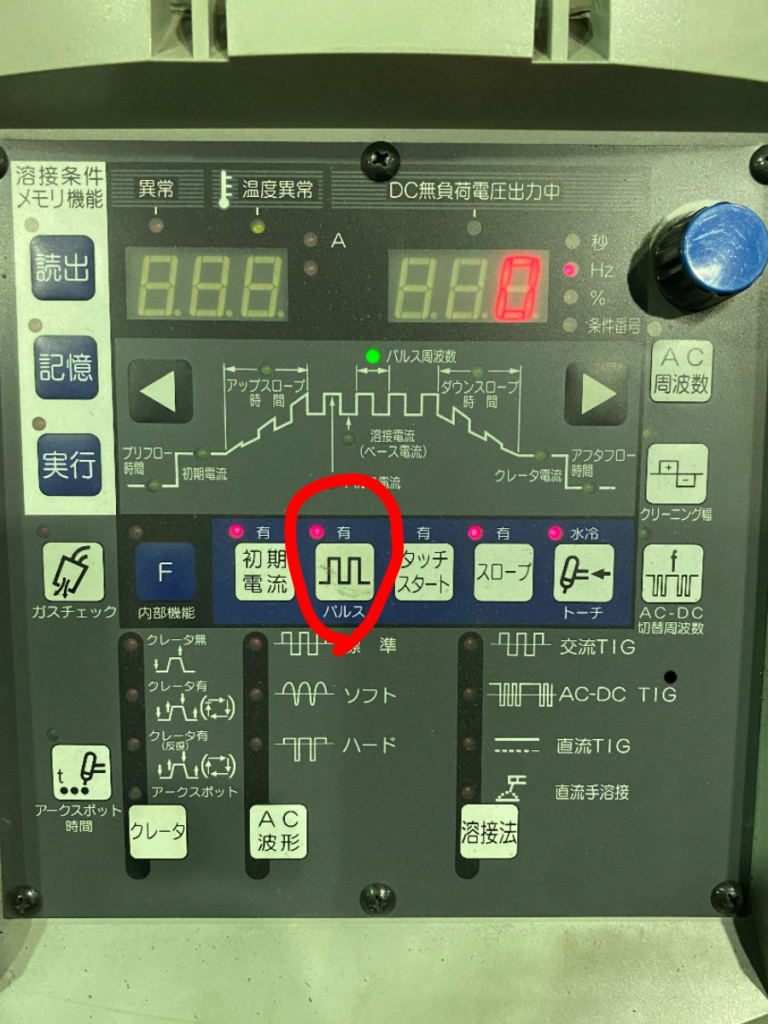
ベース電流はDA-300Pの最小電流が4Aなので、このように記載していますが、つまりはベース電流のダイヤルを0に合わせるという事です。そしてパルス電流は130Aと高めに設定しています。あとは周波数を50Hz、パルス幅を30%ぐらいに設定しています。こうする事によって、アークの集中性がかなり増します。イメージで言うと針のように鋭く突き刺すような感じです。
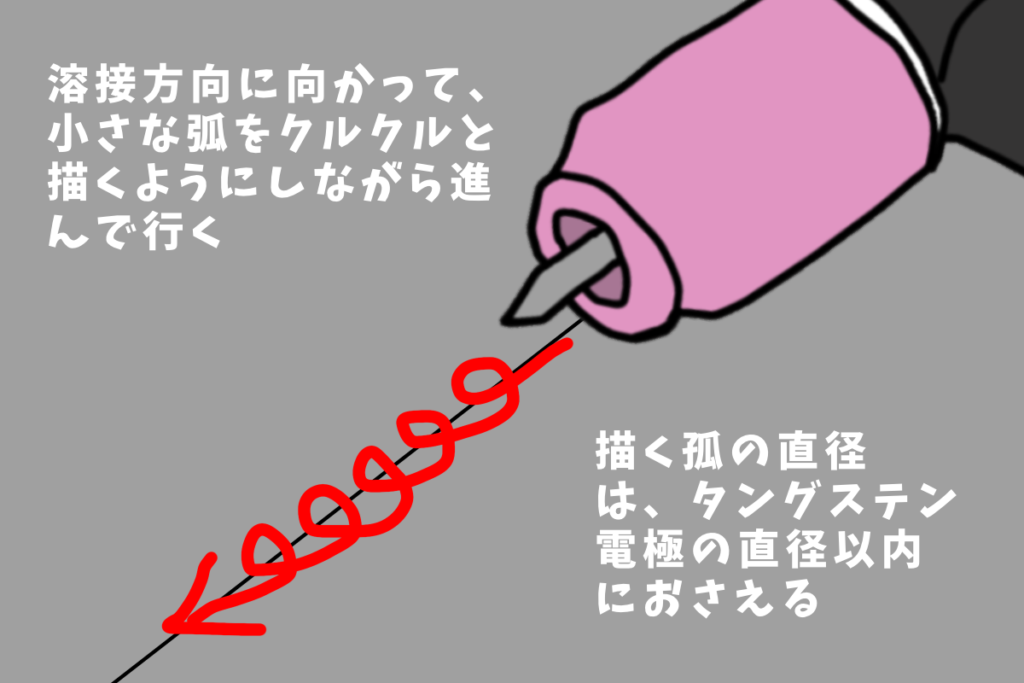
ちなみに裏波溶接をする時、ウィービングしながら溶接すると裏波が出やすくなります。ウィービングとはタングステン電極の先で小さな弧を描くように溶接する技法です。ウィービングする幅はタングステン電極の直径以内に抑えるようにします。あまり大きく動かすとシールド性が悪くなり、溶接品質を落とします。
なぜウィービングすると裏波が出やすいのかですが、イメージで言うと、コップの中の液体を混ぜる時って、グラスを揺らしたりクルクル回したりしますよね。アレに似た感じです。ウィービングする事によって、溶融部のプールがかき混ぜられ、その結果として裏に出やすくなるのです。
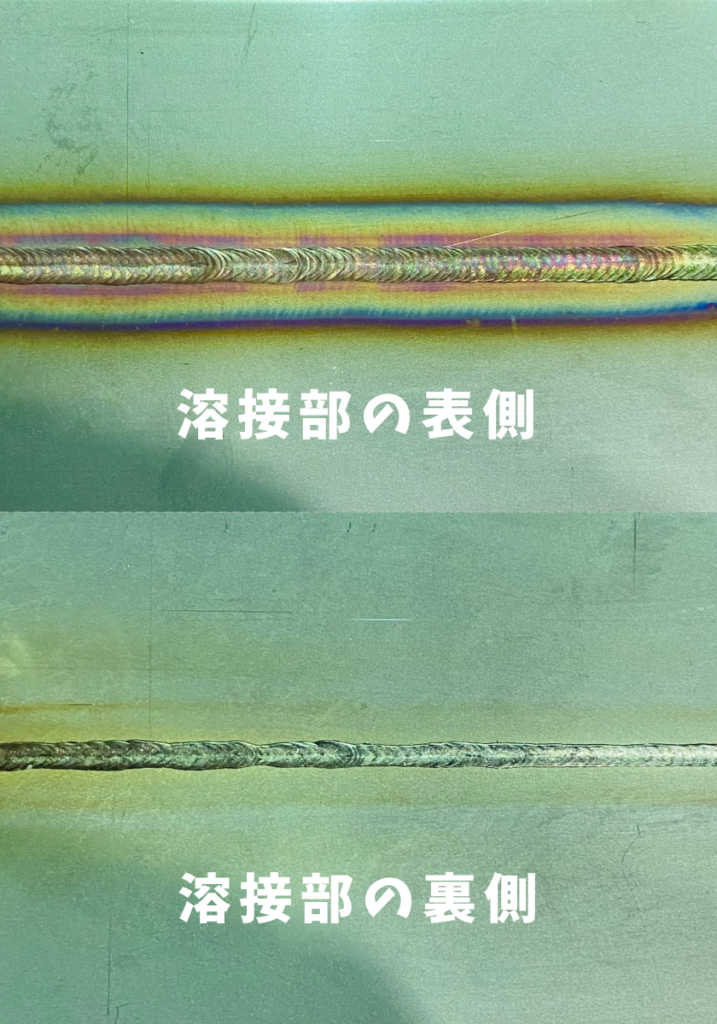
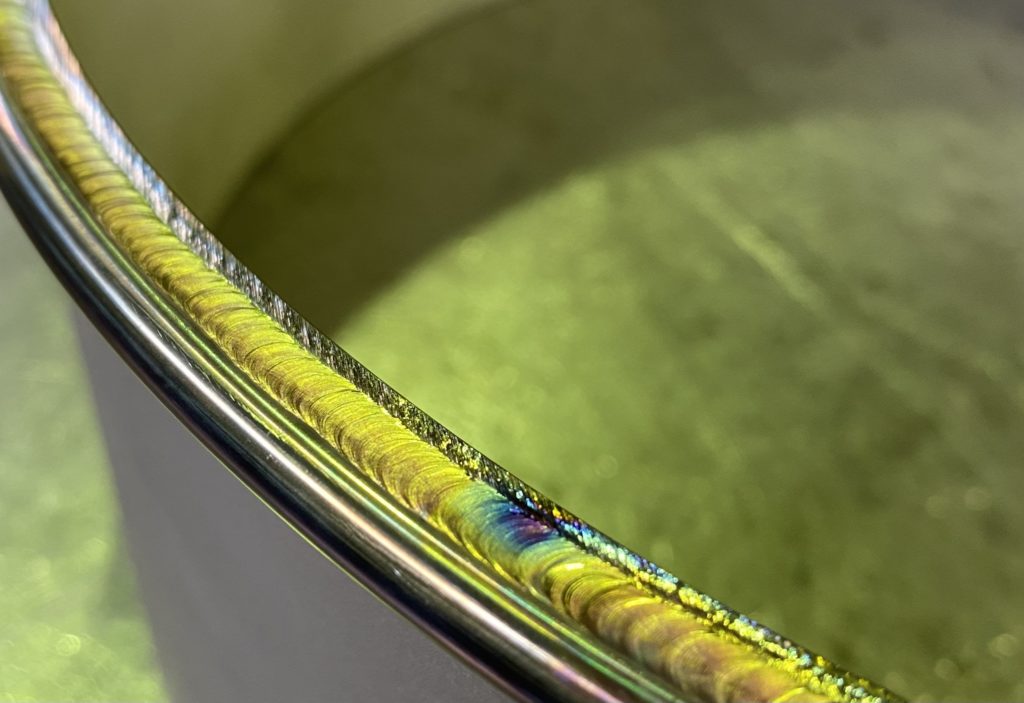
しっかりと綺麗な裏波が出ています(下)
裏に出したくない場合のパルス設定
それでは逆に溶け込みを抑えたい場合も考えてみます。先程ののSUS303やSUS304とSS400の異材溶接についてでお話ししていた部分でも触れていましたが、パルス機能を使えば、入熱を抑えながら速く溶接するように設定する事もできます。先ほどの設定では裏波を出すためにアークを集中させるようにしましたが、今度はその逆です。
製品によっては裏に溶け出してはいけない物もありますよね。また、溶け込まさないように入熱量を抑えながら溶接する事によって、歪みや裏焼けを軽減させることもできます。「溶接強度はそこまで必要が無いけれど、漏れないように全周溶接しなければならない」「できるだけ熱による歪みを抑えたい」といった場合に有効です。つまり高温割れしやすいようなSUS303の溶接や、SUS304とSS400の異材溶接においても有効なんです。ではどの様に設定するのか説明していきたいと思います。材料は先ほどと同じSUS304の板厚1.5㎜です。
| 材料 | パルス電流 | ベース電流 (溶接電流) | 周波数 | パルス幅 |
|---|---|---|---|---|
| SUS304 t1.5 | 4A | 70A | 40Hz | 50% |
今度はパルス電流のダイヤルをゼロに設定します。ベース電流は70A、周波数40Hz、パルス幅を50%に設定します。これは突合せ溶接を想定した値ですが、設定する値は溶接する条件によってけっこう変わりますので、あくまでも参考値です。高温割れが発生しやすい材料の溶接においても、ベース電流以外の設定はそのままで、溶接する母材の形状や板厚によってベース電流を変更すれば、入熱を抑えながら速く溶接する事が出来ます。
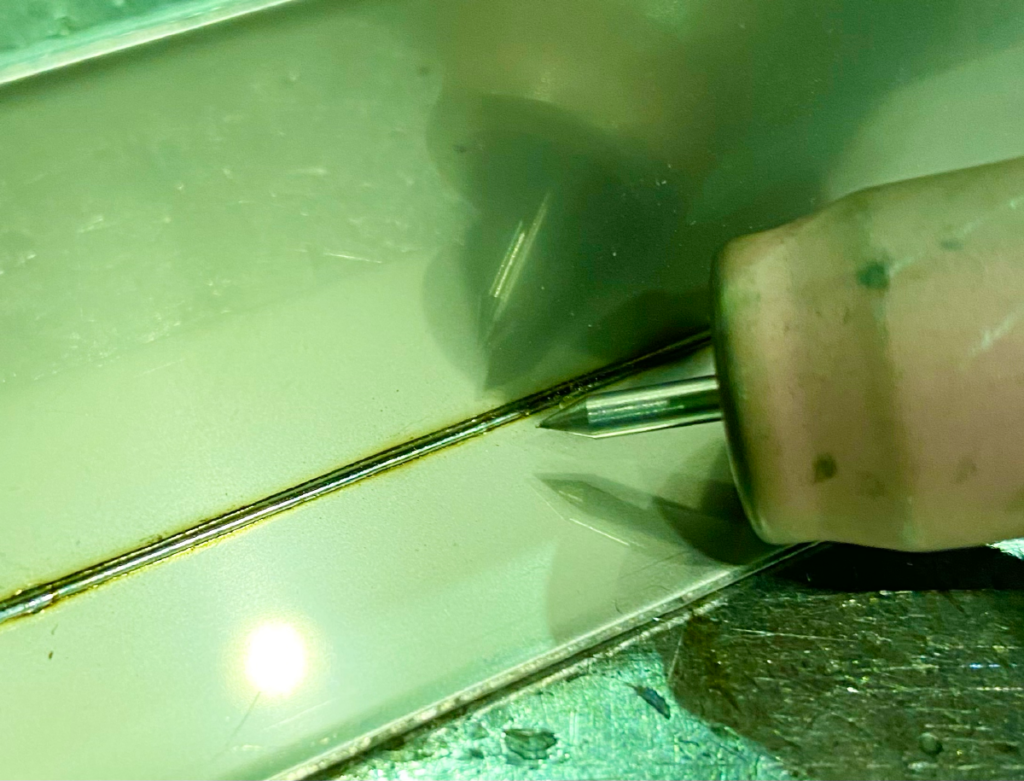
上の写真は隅肉溶接をしてみたところです。パルス電流とパルス幅の値はさっきと同じ値で、ベース電流を40A、周波数を60Hzに設定して溶接しました。そうすることによって、まるでYAGのような極細の溶接をする事が出来ます。ただし、タングステンの先端をかなり近づけて溶接しなければならないので、母材から0.5㎜ぐらいの位置をキープし続けられるような熟練度が必要になってきます。
このようにパルス電流とベース電流だけではなくて、周波数やパルス幅も調整することで溶接による溶け込みを深くしたり浅くしたりすることが出来ます。普段の設定と見比べていただき、さまざまなシーンでパルス機能をもっともっと使ってみて下さい。自身のさらなる溶接道の広がりを感じ、モノづくりへの情熱が湧き上ってくること間違いなしです!

も、燃えてきたぜー‼
溶接部に隙間がある場合の対策法
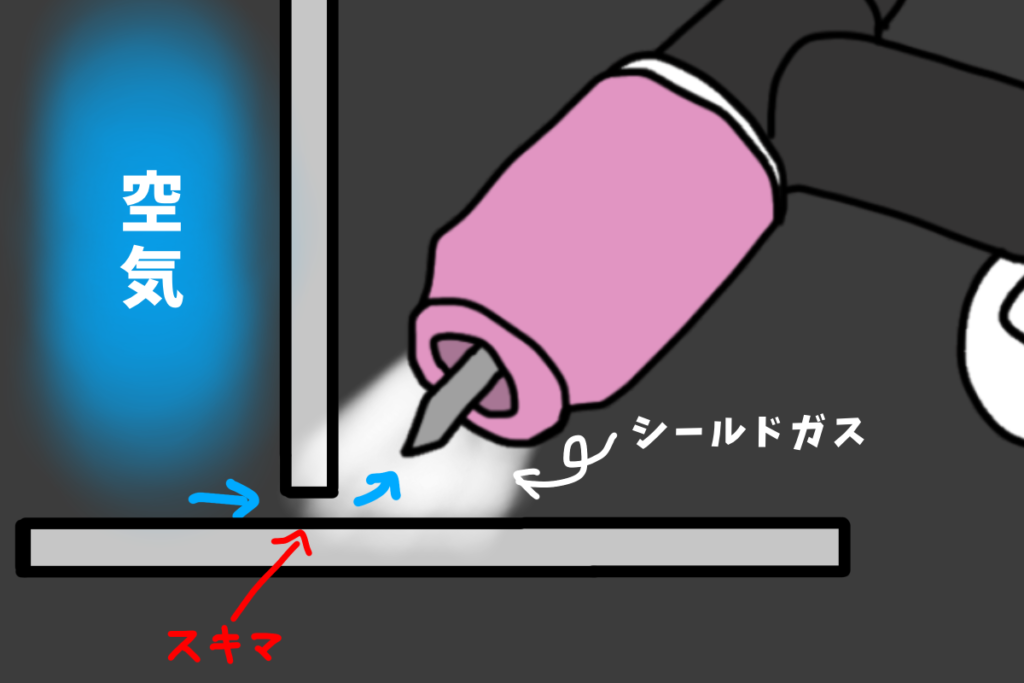
突き合わせ溶接や角部の溶接などに隙間がある場合、溶接がうまくいかない時があります。それは隙間からシールド内部へ空気が侵入するためです。上の図を見てもらうとよく分かるかと思いますが、溶接方向からのシールドは出来ていても、隙間からシールド内に空気が流入する事によって溶接性を悪くしているのです。ここでは二つの対策法をご紹介したいと思います。
裏当て金を使用する
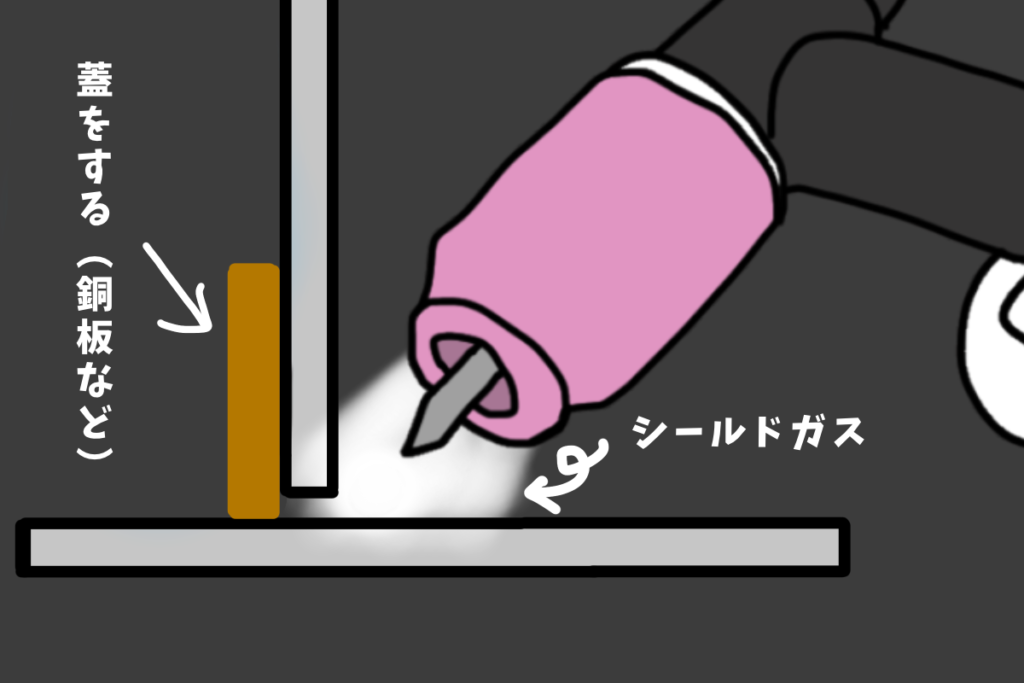
ひとつめは”裏当て金を使用する”です。これはもう原始的というか、とにかく簡単です。隙間がある部分の裏から蓋をしてしまうのです。こうする事によって裏からの空気の侵入を防ぎます。超簡単ですね。
当て金に使用するものは銅板やアルミの板などが良いです。銅やアルミは熱伝導率が高いので、溶接部の裏からピッタリと当てることで溶接による熱を逃がしてくれます。裏から熱を逃がすことによって、薄板を溶接する際に溶接部裏側への溶け出しを防ぎ、さらには裏焼けを軽減させる事もできます。
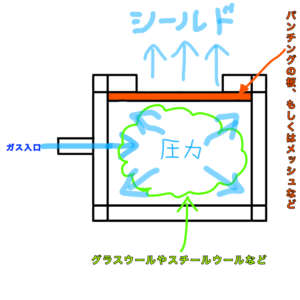
バックシールドをする
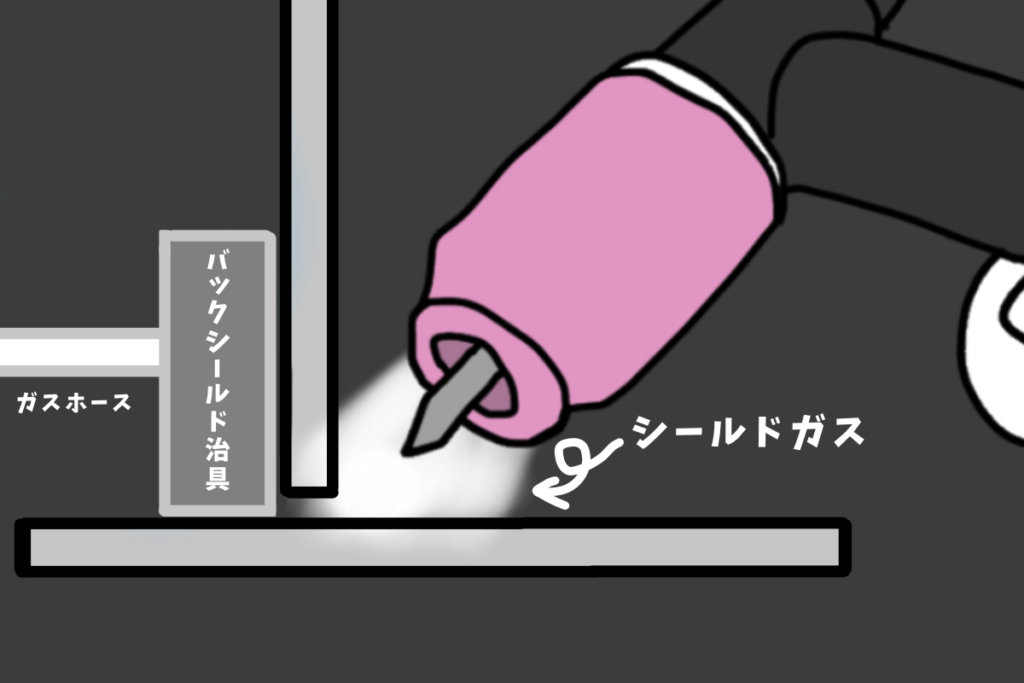
二つ目はバックシールドをするです。バックシールドとは、溶接部の裏側からシールドガス(アルゴンガスや窒素)を当てて、溶接部裏側の酸化を防ぐ方法です。これにより溶接性を上げるだけでなく、裏側の溶接焼けを極端に軽減させる事が出来ます。バックシールドに使用するガスは、アルゴンガスか窒素を使用しますが、アルゴンガスに比べて窒素の方が安価なのでバックシールドには窒素がおすすめです。
また、図のように溶接部に隙間がある場合、シールドガスが溶接側に吹き出して、逆にシールド性を悪くしてしまう場合がありますので、ガスの流量に気をつけてください。バックシールドの方法については↓こちらの記事で詳しく説明しているので、気になる方は合わせてお読みください。
溶接の姿勢や向きを考える

溶接する姿勢や向きをほんのちょっと工夫するだけで、普通に溶接するよりも美しい溶接をする事が出来ます。美しい溶接をする為には、とにかく安定した姿勢をキープする事が大切です。体をしっかりと固定させ、母材とタングステン電極の間隔を一定に保ち、動きに余裕がある姿勢で溶接しましょう。
長い距離を溶接する際に僕が心がけているのは、溶接前に走り始めから終わりまでの動作を一度やってみる事です。あれです、ゴルフの素振りと同じ要領です。一打一打、真剣に始めから終わりまでの自分の体の軌道を確認して、途中で引っかかったりしないかをチェックするのです。
あと、溶接する時は息を止めると体が安定します。でも集中するあまり、呼吸をする事を忘れないようにしてくださいね笑 どうしても我慢できない時は、腹式呼吸をすることで上半身を動かさずに息をすることが出来ます。
全集中の呼吸です!
ノズルの向きを考える
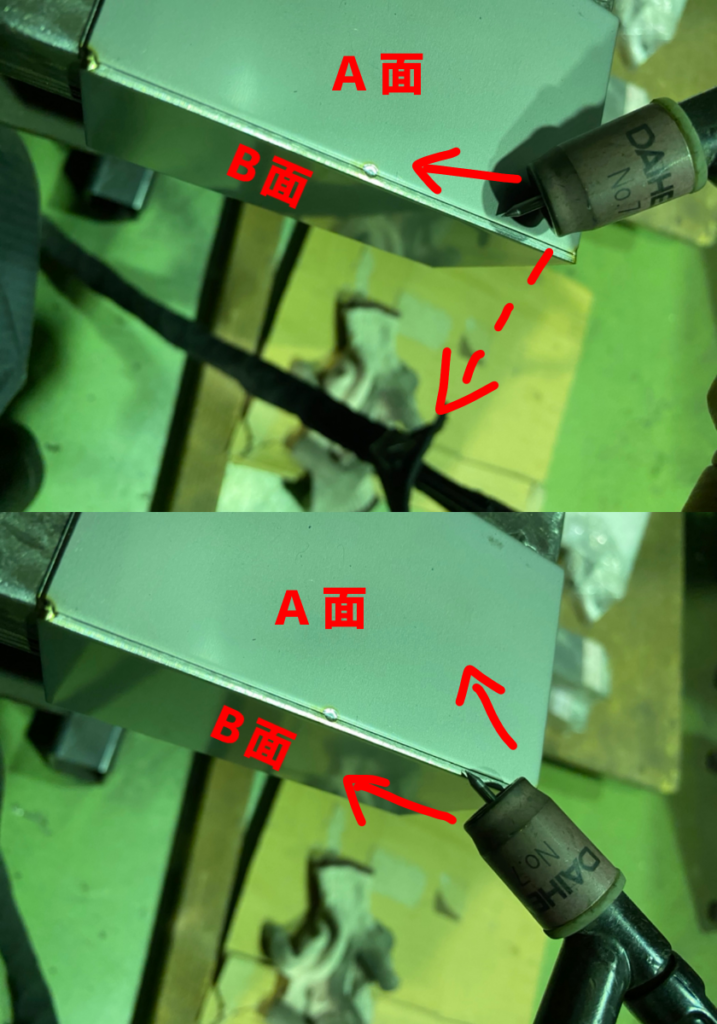
また、ノズルの向きを考えることでも溶接品質は上がります。例えば上の写真のような溶接をする場合、画像上側のノズルの向きではA面にしかガスが当たりませんが、画像下側の向きではA面とB面の両方にガスが当たりますので、その後の角部の焼け方が変わってきます。下の溶接後の写真をご覧ください。
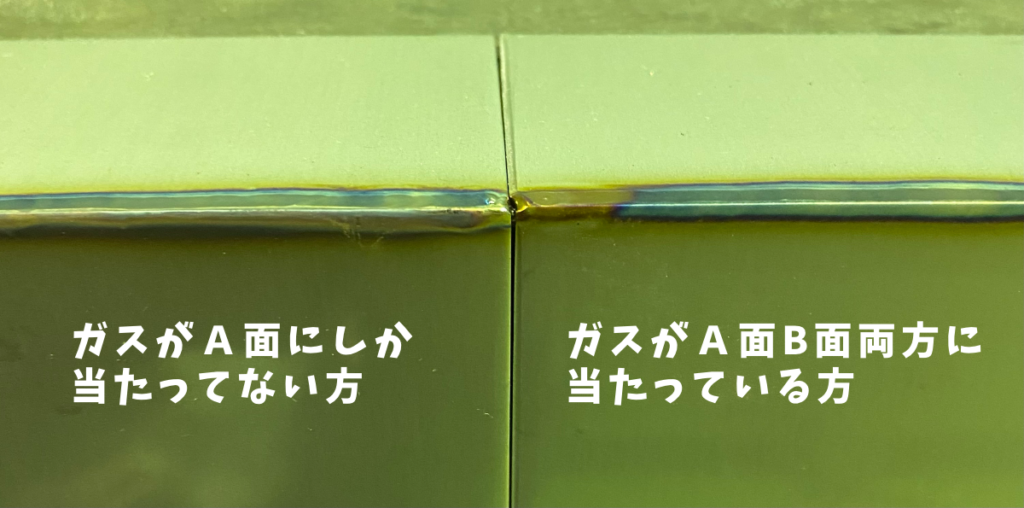
どちらも同じ溶接電流で溶接しているにも関わらず、左と右とでは焼け方が全然違います。A面にしかガスが当たっていない左側の方はB面側がかなり焼けているのが分かります。それに比べて右側の溶接部は、ガスがA面とB面に当たっているので焼け方が綺麗なんです。ちょっと写真では判別しづらいかも知れませんが、電解液で酸洗いをした時にその違いがよく分かります。
ノズルの向きひとつで溶接後の酸洗処理のスピードまで変わってきますので、いかに溶接部をシールドガスで覆うかを、しっかりと考えながら溶接するようにしましょう。そうすることによって、全体的な作業スピードも上がり、製品の品質も向上します。
まとめ
以上、美しいTIG溶接をするためのコツと題して、結局のところTIG溶接に関する基本事項ばかりを紹介してきましたが如何でしたでしょうか。言い訳をする訳では無いですが、”コツ”とは基本を極めた先に得るものではないかと僕は思います。基本的な事が息をするが如く自然に出来るようになった時、あなたの溶接はきっと美しくなっていることでしょう。
美しい溶接をするということは製品を作る上で非常に重要です。美しい溶接は外観だけではなく、耐食性や強度、さらには寸法精度に至るまで、製品全体の品質を向上させます。
当たり前の事ですが、美しい溶接をすれば美しい製品が出来上がるのです。そして美しい製品はお客様の満足度を上げ、その結果、また仕事の依頼を頂けるというわけです。大げさかも知れませんが、美しい溶接はお客様の目を引き、製作しているのと同時に自社の営業までしてしまうのです。
だからと言って芸術作品を作る必要は無いですよ笑 時間をかければいくらでも良い物は作れます。しかしそれではただの”趣味”になってしまいますので、あくまでも仕事であるという事を忘れてはいけません。僕達職人は常に己の技術を磨き、日々精進する事を心がけ、お客様が求める品質とコストに見合った範囲内で、最大限の力を発揮すれば良いのです。
終盤ちょっとうっせぇわと思ったかも知れませんが、最後まで読んでいただきありがとうございます笑 この記事を読んでいただいた方の溶接技術の向上と、世界のモノづくりにほんの僅かでも貢献できていたら幸いです。